![]() HBE ENGINEERING, INC. PROVIDES AUTOMATIC RECIRCULATION VALVES FOR CENTRIFUGAL PUMP MINIMUM FLOW PROTECTION.
HBE ENGINEERING, INC. PROVIDES AUTOMATIC RECIRCULATION VALVES FOR CENTRIFUGAL PUMP MINIMUM FLOW PROTECTION.
Automatic recirculation valves from HBE provide effective centrifugal pump protection from serious damage which can result from temperature rise or instability if operated below the required minimum flow.
HBE automatic recirculation valves are highly cost effective; combining the multiple functions of main flow check valve, flow sensing, minimum flow control, pressure reduction, and pulsation dampening into a single valve body.
Valve sizes range from 150 lb to 2500 lb ANSI rated for 1 inch to 30 inch inlet/outlet sizes. These valves are capable of handling main flow demands up to 40,000 gpm.
Products
Featured Products
HBE - AUTOMATIC RECIRCULATION VALVES
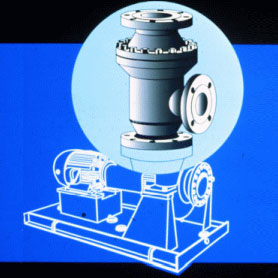 The HBE DLPM series automatic recirculation valve was developed for centrifugal pump protection, providing the following features and benefits:
The HBE DLPM series automatic recirculation valve was developed for centrifugal pump protection, providing the following features and benefits:
Operational Dependability - the valve has only one moving part. No pilot valves or linkages are required for operation. The combination check valve/flow sensing element is guided at the top and bottom for smooth operation.
Multi-functional Valve - provides economical and reliable protection against low flow and reverse flow conditions. The valve combines the functions of:
- Main Line Check Valve
- Flow Sensing Element
- Bypass Flow Control
- Bypass Pressure Reduction
The DLPM eliminates at least seven separate components used in a conventional system. Self-powered - the valve operates without air or electric power and is easily installed with three connections.